- 2023-07-03
- 来源: 让云
目前,轴承、后挡与轴颈的组装多采用冷压装工艺,压装设备为油压机和微机控制的记录系统。车轴磨削加工、后挡车削加工并磷化后与轴承一起按基轴制进行配置,通过位移-压力复合曲线真实反映出压装的质量。一般情况下,轴承一次压装合格率可达96.3%以上,少数轴承一次压装不良的原因集中反映在压装曲线上,常出现曲线尖峰或滞后、陡吨的情况,特别是在RD2 (A)型车轴组装时,此类现象更突出。部标准规定:轴承压装要慢速推进,压力应平稳上升。
下面是分享轴承压装曲线不良的原因以及解决措施相关内容。
一、轴承组装的机理分析
图1 轴承压装结构示意图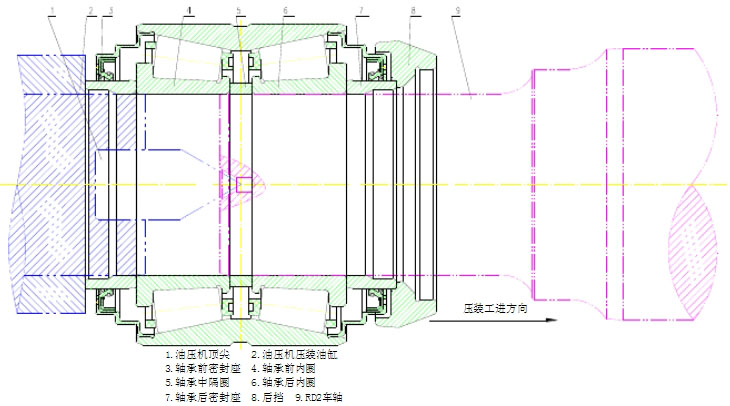
轴承组装为过盈冷压装,采用的密封座内径、轴承内圈内径与轴颈过盈量在0.05~0.102mm之间,后挡内径与防颈过盈量在0.018~0.085mm之间。在图1的组装过程中,轴承压装机的顶尖1伸出,使轮对精确定位,夹紧装置将轮对固定。随后压装油缸2推动放置在轴承托架上的轴承,当压装力克服了压装配合面上正压力(压装过程中轴颈、后挡及轴承各部件都会产生弹性和塑性变形,配合面上便形成了正压力)产生的摩擦力时,轴承(前后密封座3、7,两内圈4、6,中隔圈5)和后挡8与车轴轴颈防颈产生相对移动,从而实现轴承的组装,最后打印出反映压力随位置变化及保压时间情况的位移-压力曲线。
二、轴承压装曲线分析
1、合格曲线
图2 轴承压装曲线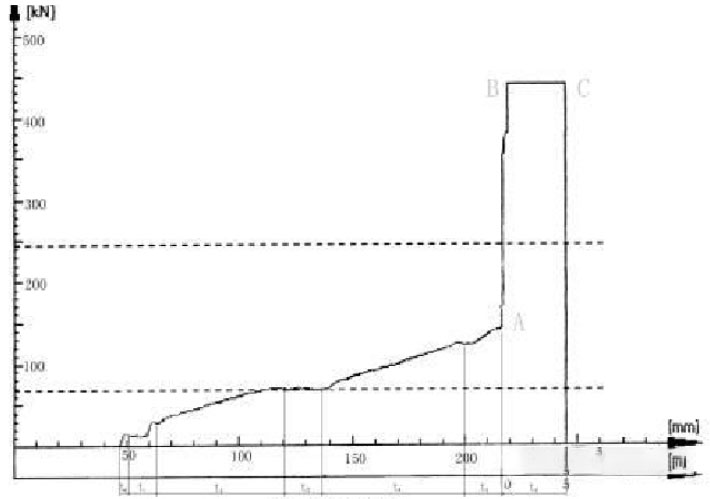
图2轴承压装曲线中纵坐标为压力值(kN),横坐标为位移量(mm),并有一反映保压状况的时间轴(s)。自设备工进开始,每0.1mm记录一个对应的压力值,将这些点联起来,便形成一条曲线,从而反映轴承在压入轴颈过程中的每一位置的压力变化。从下拐点A到上拐点B间,纵坐标是压力值,而横坐标虽还是位移量,但意义不同了,因为此时轴承已经紧贴轴颈台阶,其移动量反映的是床身变形。从上拐点B向右至C点,横坐标变为时间量,纵坐标仍为压力值,它反映了时间与压力的关系(保压5s),从而完成整个组装过程的曲线记录。
根据轴承结构及压装顺序可将曲线划分7个阶段:
t0:油压机压装油缸2找正,曲线有起伏;
t1: 轴承后密封座7贴近车轴轴颈,至压入为止,曲线上升后下降;
t2: 轴承后内圈6压入,曲线均匀上升;
t3: 轴承中隔圈5贴靠车轴轴颈,间隙配合;
t4: 轴承前内圈4压入,曲线均匀上升;
t5:后挡8压入车轴防颈,复合阶段,包含了整个轴承及后挡的变化,曲线上升即刻进入保压t6阶段(AB段反映床身变形);
t6:保压5s(BC段)。
2、不良曲线
在实际压装中轴承内外圈均能满足平稳上升的要求,曲线不良多出现在t1、t3、t5 阶段。
图3 t1阶段曲线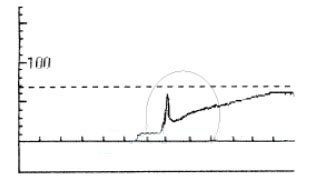
图4 t3阶段曲线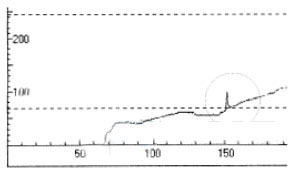
(1)、图3中,轴承后密封座7沿车轴轴颈引入部进入配合状态瞬间,有一找正克服很大摩擦力的过程。由于轴颈引入部及密封座的的过渡处配合不正,便出现了曲线尖峰的情况。
(2)、图4中,轴承后内圈6全部压装至车轴轴颈后,受中隔圈5与轴颈引入部找正的影响,曲线出现了尖峰。
图5 t5阶段曲线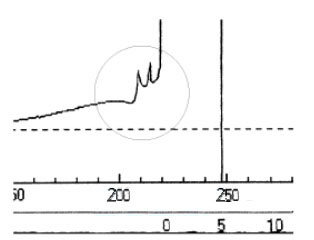
(3)、图5中,压装至复合阶段,由于此前压装过程中轴承各部件已经密贴,所以影响因素集中在后挡与车轴防颈的配合上。受后挡引入部、内表面质量及车轴防颈质量的影响,曲线会出现间歇性的尖峰。这类情况在RD2 (A)型车轴的组装中,出现较多; B型轴中出现很少,几乎没有。
图6 t5阶段曲线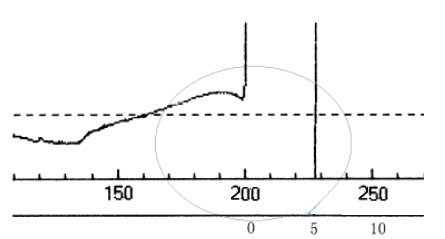
(4)、图6中,双端压装时,因压力油的不同步左右曲线会相互等待,及后挡与车轴防颈的选配系数小,形成了曲线无爬挡过程。
三、措施及效果
1、对图3、4情况,在零件加工时,要确保轴承密封座3、7及中隔圈5的粗糙度及消除引入部位的尖棱,要在磨削完车轴后对轴颈的引入部进行圆弧过渡00号砂布或油石打光,确保此处的圆滑过渡。
2、图5情况,分析认为与车轴的加工工艺有一定关联。A型车轴轴颈、防颈是由两部机床加工完成的,受磨床精度差异和工件二次装夹的影响,很容易使轴颈、防颈相对于基准轴的同轴度出现一定偏差。因为此时轴颈各部件已经贴紧,工进以轴颈为基准依然进行,后挡会先克服自身引入部处的尖棱(曲线上升后下降),而后压入带有过盈系数的车轴防颈(曲线又上升),受防颈磨削偏差影响,曲线接着会继续上升或先下降后上升或一直微量下降,最终进入保压t。阶段的AB段。然而B型车轴轴颈防颈为加工中心磨削加工,其尺寸精度和定位精度相当准确。因此条件允许车轴的加工可全部采用B型轴。另外在后挡加工中,要严格控制加工质量并消除尖棱,以利于后挡在车轴防颈上的倒入找正。
图7 RD2轴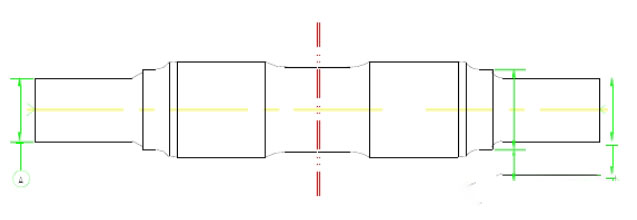
3、对图6情况, 要严格按规定过盈量进行后挡与车轴防颈的选配。同时,调节两端液压油的流量及工进时间,以消除无爬挡过程的现象。
针对上述措施,对RD: 型轮对的轴承组装做了长时间的现场跟踪分析,曲线因尖峰或滞后、陡吨情况造成的退卸率显著降低,轴承压装的一次合格率达到97.91%,以上,可见效果非常显著。
四、联系我们
让云科技-作为湖南地区知名品牌的工程轴承技术服务商及产品生产厂商,现已拥有两大自主品牌:让融(RANUR)、让云(RANUY )系列工程轴承,我们所做的一切只为时刻准备迎面解决更加严苛的运行工况及日益增长的市场需求,并及时掌握及应用如何提高产业可靠性及优化资产生命周期。
让融(RANUR)系列工程轴承是中国轴承高品质的保证,让融(RANUR)系列轴承拥有高精密的公差、设计独特的内部几何结构、高品质的工程轴承专用材料。
技术负责人电话:: 13657445999
销售负责人电话:: 13657443999
24小时官方电话::4006-808-505
五、相关材料
 不锈钢轴承 不锈钢轴承
|
 塑料轴承 塑料轴承
|
 绝缘轴承 绝缘轴承
|
 陶瓷轴承 陶瓷轴承
|
